
เวอร์เนียร์คาลิปเปอร์ (Vernier Caliper) เป็นเครื่องมือวัดขนาดได้หลากหลายรูปแบบ ทั้งการวัดขนาดภายนอกวัตถุ ภายในวัตถุ โดยให้ค่าการวัดที่มีความละเอียดเป็นหน่วยมิลลิเมตร (มม.)ที่สามารถวัดค่าได้ละเอียดถึง 0.02 mm.
สำหรับเครื่องมือวัด “เวอร์เนียร์คาลิปเปอร์” (Vernier Caliper) แน่นอนว่าหลาย ๆ คนคงจะคุ้นหูกันอยู่แล้ว เพราะเครื่องมือชนิดนี้แทบจะใช้งานในโรงงานอุตสาหกรรมทุก ๆ ที่ เป็นเครื่องมือวัดระยะห่างของด้านที่อยู่ตรงข้ามกัน ซึ่งสามารถวัดได้ทั้งวัตถุทรงกระบอก และทรงตรงสามารถหาค่าการวัดได้ทั้งการวัดขนาดภายนอกวัตถุ ภายในวัตถุ โดยหาค่าได้ทั้งความกว้าง ความหนาบางและความลึก และการวัดค่าของเวอร์เนียร์คาลิปเปอร์ สามารถวัดค่าออกมาเป็นมิลลิเมตร (มม.) ได้ละเอียดถึง 0.02 mm มีค่าความคาดเคลื่อนจากการวัดโดยเวอร์เนียร์อยู่ที่ 0.03 มม. เท่านั้น (สำหรับเวอร์เนียร์คาลิปเปอร์พิสัย 0-150 มม.)
ทำความรู้จักเครื่องมือวัด เวอร์เนียร์คาลิปเปอร์ (Vernier Caliper)
เวอร์เนียร์คาลิปเปอร์ (Vernier Caliper) มีลักษณะเป็นก้ามปูที่ข้างหนึ่งติดไม้บรรทัดยาว อีกข้างติดไม้บรรทัดอันเล็กที่เลื่อนได้ ไม้บรรทัดทั้งสองมีขีดวัดที่เยื้องกันตามที่กำหนด มีสเกล (Scale) การวัดที่ค่อนข้างละเอียด เป็นอุปกรณ์การวัดพื้นฐานของอุตสาหกรรม สามารถใช้หาค่าได้หลายมิติ ทั้งความสูง ความลึก ความกว้าง ซึ่งในทางอุตสาหกรรมเวอร์เนียร์มักกำหนดความละเอียดไว้ที่ 0.02 mm
การวัดใช้วิธีถ่างเวอร์เนียร์ออกแล้วปรับให้ตรงกับขนาดสิ่งที่ต้องการวัด ลงสลักยึด แล้วจึงยกออกมาอ่านค่า โดยดูว่า เส้นบนไม้บรรทัดรองเส้นใดตรงกับเส้นที่อยู่บนไม้บรรทัดหลัก ให้ถือเส้นนั้นเป็นทศนิยมตัวท้ายสุดที่จะนำมาต่อกับค่าที่วัดได้จากไม้บรรทัด
ส่วนประกอบและหน้าที่ของเวอร์เนียร์คาลิปเปอร์ (Vernier Caliper)
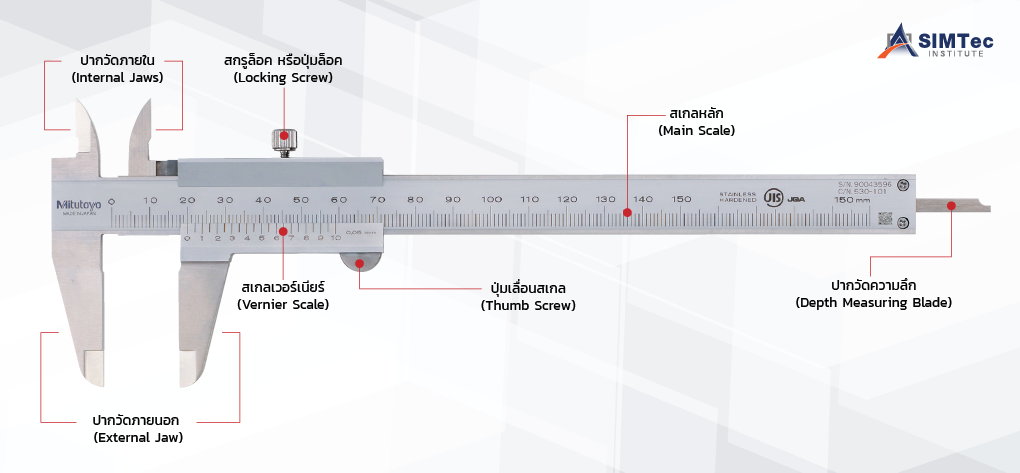
จากภาพจะเห็นได้ว่า เวอร์เนียร์คาลิปเปอร์มีลักษณะคล้ายไม้บรรทัดทั่ว ๆ ไป แต่ความแตกต่างอยู่ที่สามารถปรับเลื่อนตามขนาดของวัตถุทั้งด้านในและด้านนอกได้ ซึ่งสามารถแบ่งส่วนประกอบของเวอร์เนียร์ได้ ดังนี้
ปากวัดภายใน (Internal Jaws) ทำหน้าที่ วัดภายในของวัตถุ โดยวัดขนาดของเส้นผ่านศูนย์กลางด้านในของวัตถุ
ปากวัดภายนอก (External Jaw) ทำหน้าที่ วัดขนาดภายนอกของวัตถุ เหมาะกับการใช้วัดเส้นผ่านศูนย์กลางภายนอก
สกรูล็อค หรือปุ่มล็อค (Locking Screw) ทำหน้าที่ ล็อคตำแหน่งของปากวัดให้คงที่
สเกลหลัก (Main Scale) ทำหน้าที่ เป็นค่าสเกลหยาบที่อยู่บนตัวเวอร์เนียร์คาลิปเปอร์
สเกลเวอร์เนียร์ (Vernier Scale) ทำหน้าที่ เป็นค่าสเกลขยายค่าความละเอียดอยู่บนปากวัดเลื่อน
ปุ่มเลื่อนสเกล (Thumb Screw) ปุ่มเลื่อนสเกลช่วยให้การเลื่อนวัดขนาดง่ายขึ้น โดยปรับให้ปากวัดมีขนาดที่พอดีกับขนาดวัตถุที่ต้องการ
ปากวัดความลึก (Depth Measuring Blade) ใช้ในการวัดความลึกของรูในวัตถุ เพื่อหาค่าความลึกของวัตถุหรือส่วนที่อยู่ลึกบนวัตถุได้ โดยวิธีการการอ่านค่าใช้วิธีเดียวกับปากวัดภายนอก และปากวัดภายใน
เวอร์เนียร์คาลิปเปอร์ ใช้งานอย่างไร
1. ก่อนการใช้งานทุกครั้ง ต้องนำเวอร์เนียร์คาลิปเปอร์มาทำความสะอาด โดยเช็ดที่ปากวัดนอก ปากวัดใน ตัวโครงสร้าง และก้านวัดลึก ด้วยทิชชู่หรือผ้าสะอาดร่วมกับการใช้แอลกอฮอล์ 95 % เช็ดไปในทิศทางเดียวกันเพื่อป้องกันไม่ให้เกิดรอยขีดข่วนของเครื่องมือ ตรวจสอบสภาพความพร้อมในการใช้งานของเครื่องมือ โดยเวอร์เนียร์คาลิปเปอร์ที่ต้องการใช้งานต้องมีสภาพสมบูรณ์ ไม่มีร่องรอยของการแตก บิ่น หรือหัก ทั้งปากวัด
2. ตรวจสอบความเรียบของปากวัดว่ามีความเรียบหรือไม่ โดยการนำปากวัดเวอร์เนียร์คาลิปเปอร์ไปส่องกับแสง เพื่อตรวจสอบว่าแสงไม่สามารถลอดผ่านปากเวอร์เนียร์มาได้
3. ตรวจสอบการเคลื่อนที่ของเวอร์เนียร์ จะต้องไม่ลื่นหรือไม่ฝืดเกินไป
4. เมื่อใช้งานสำหรับการวัดเรียบร้อยแล้ว ให้เช็ดทำความสะอาด เก็บปากวัด โดยเว้นระยะห่างของปากวัดไว้เล็กน้อย คลายตัวล็อกด้านบน จากนั้นก็ทำการเก็บลงกล่อง
วิธีการการอ่านค่าเวอร์เนียร์ (Vernier Caliper) ที่ถูกต้อง
ขั้นตอนที่ 1 นำเวอร์เนียร์ไปวัดวัตถุที่ต้องการ โดยสังเกตว่าขีดศูนย์ของสเกลเวอร์เนียร์เลยขีดศูนย์สเกลหลักมากี่ช่อง จากนั้นหาเศษความยาวที่เกินไปอีกเล็กน้อย
ขั้นตอนที่ 2 อ่านค่าผลวัดที่สเกลหลัก สังเกตที่ตำแหน่งขีด “0” ด้านล่างของ Vernier scale ว่าตรงกับช่วงไหนของขีดสเกลหลักทางด้านบน
เมื่อเลื่อนหัววัดให้พอดีกับขนาดวัตถุที่ต้องการวัด จะปรากฏค่าบนสเกล โดยวิธีการอ่านค่าทำได้ 2 วิธี คือ อ่านขีดตามค่าที่เห็นได้เลย หรือนับขีดแล้วนำมาคำนวณ
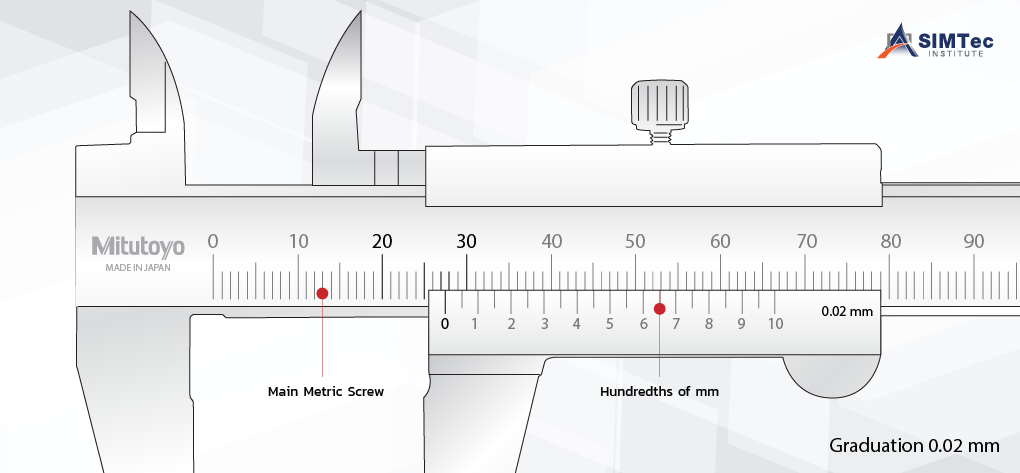
วิธีอ่านขีดที่แสดงบนสเกล
จากภาพด้านบน หากอ่านค่าด้วยวิธีอ่านขีดที่แสดงบนสเกล ต้องเริ่มอ่านจากสเกลหลัก (Main Metric Scale) ก่อน โดยดูว่าเลข 0 ที่สเกลเวอร์เนียร์หยุดอยู่ที่ขีดใดบนสเกลหลัก ซึ่งจากภาพคือเลข 0 อยู่เลยจากสเกล 27 มิลลิเมตร แต่ไม่ถึง 28 มิลลิเมตร ค่าที่ได้จากการอ่านสเกลหลักจะเป็น 27.XX มิลลิเมตร
หลังจากนั้น ให้ดูต่อที่สเกลเวอร์เนียร์ว่าเลขทศนิยมเป็นเท่าไร โดยดูว่าขีดบนสเกลเวอร์เนียร์ขีดใด ที่อยู่ตรงกับขีดบนสเกลหลัก ซึ่งดังภาพขีดที่ตรงกันคือเลข 1 พอดีบนเวอร์เนียร์สเกล
ดังนั้น ค่าที่อ่านได้คือ 27.10 มิลลิเมตร
วิธีนับขีดแล้วคำนวณ
สำหรับวิธีนับขีดแล้วคำนวณ การอ่านค่าสเกลหลักเหมือนกับวิธีแรกที่หาค่าได้คือ 27.XX มิลลิเมตร แต่ค่าบนเวอร์เนียร์สเกลจะไม่ได้ดูจากตัวเลข แต่ให้นับขีดตั้งแต่หลังจากเลข 0 ไปจนถึงขีดที่ตรงกับสเกลหลัก นั่นคือนับขีดไปจนถึงขีดของเลข 1 ซึ่งจากภาพนับขีดบนเวอร์เนียร์ได้ 5 ขีดแล้วนำไปคูณกับความละเอียดของเวอร์เนียร์สเกล 0.02 มม. วิธีการคำนวณคือ 27.00 + (5 x 0.02) = 27 + 0.10 มม. ดังนั้น ค่าที่ได้จากการคำนวณจึงเท่ากับ 27.10 มิลลิเมตร
จะเห็นได้ว่า ทั้ง 2 วิธีการวัดนี้จะเลือกวิธีคิดแบบใดก็ได้ แต่อย่าลืมว่าเวอร์เนียร์จะมีค่าความคลาดเคลื่อนอยู่ประมาณ ± 0.03 มม. (สำหรับเวอร์เนียร์คาลิปเปอร์พิสัย 0-150 มม.)
(ขอขอบคุณข้อมูล : Sumipol)
ข้อควรระวังในการอ่านค่า และการดูแลรักษาเวอร์เนียร์คาลิปเปอร์
1. ก่อนการวัดทุกครั้งต้องสังเกต “จุดอ้างอิงของเวอร์เนียร์คาลิปเปอร์ต้องตรงกันทุกครั้ง” และตรวจสอบความแม่นยำของค่า 0
2. ตรวจสอบความสมบูรณ์ของปากเวอร์เนียร์ก่อนวัด
3. การใช้เวอร์เนียร์คาลิปเปอร์วัดค่า ตำแหน่งการหนีบวัตถุที่ต้องการวัด ควรเลือกตำแหน่งใกล้กับสเกลหลักมากที่สุด (เพื่อเพิ่มความแม่นยำในการวัดตาม “หลักการของ Abbe”)
4. อ่านค่าสเกลในทิศทางที่ตั้งฉากกับสเกล
5. หลังการใช้งานทุกครั้ง ควรเช็ดทำความสะอาด และเก็บรักษาในอุณหภูมิที่คงที่
6. ควรสอบเทียบเครื่องมือวัดละเอียดอย่างน้อยปีละ 1 ครั้ง เพื่อควบคุมคุณภาพของเครื่องมือวัดให้อยู่ในเกณฑ์เสมอ
แนะนำสำหรับผู้ที่สนใจการสอบเทียบเครื่องมือวัด การเลือกเครื่องมือมาตรฐาน วิธีการสอบเทียบ การกำหนดเกณฑ์การยอมรับ การประมาณค่าความไม่แน่นอนในการวัด และการดูแลรักษาเครื่องมืออย่างถูกต้อง เราขอแนะนำ หลักสูตร การสอบเทียบไมโครมิเตอร์และเวอร์เนียร์คาลิปเปอร์ด้วยเกจบล็อก ที่มุ่งเน้นให้ผู้เข้าฝึกอบรมสามารถปฏิบัติการสอบเทียบไมโครมิเตอร์และเวอร์เนียร์คาลิปเปอร์ได้ตามมาตรฐาน เพื่อให้ผู้เข้ารับการฝึกอบรมสามารถสอบเทียบยืนยันความถูกต้องของเครื่องมือได้
สรุป
เวอร์เนียร์คาลิปเปอร์นั้น เป็น เครื่องมือวัดพื้นฐานในโรงงานอุตสาหกรรม ชนิดหนึ่งที่มีความจำเป็นโดยเฉพาะอย่างยิ่งอุตสาหกรรมการผลิตโลหะ หรือชิ้นส่วนยานยนต์ที่ต้องใช้ความแม่นยำสูงในการวัดขนาดชิ้นงานที่ต้องนำมาประกอบกันได้พอดี อีกทั้งยังเป็นเครื่องมือที่ช่วยตรวจสอบคุณภาพการผลิตว่า ขนาดที่ผลิตออกมาได้นั้นเป็นไปตามความต้องการหรือไม่ โดยไม่ว่าจะอุตสาหกรรมประเภทใด จุดประสงค์เดียวกันคือการนำมาใช้งานในการวัดขนาดอย่างละเอียด เพื่อนำค่าที่ได้ไปใช้ประโยชน์ และอีกสิ่งที่สำคัญสำหรับผู้ใช้งาน คือความเข้าใจในกระบวนการใช้งานของเครื่องมือวัด ต้องทำให้ถูกต้องและถูกวิธี ให้ความสำคัญกับการดูแลรักษาเครื่องมือ เท่านี้ การใช้งานเครื่องมือวัดก็จะเพิ่มประสิทธิภาพมากขึ้น