“เครื่องมือวัด 3 มิติ CMM ” ถูกนำมาใช้ในโรงงานอุตสาหกรรมด้านการวัดระหว่างการผลิต ซึ่งสามารถควบคุมการผลิตได้ทันทีเมื่อเกิดความผิดพลาดเหมาะสำหรับวัดชิ้นงานที่ซับซ้อน โดยให้ค่าการวัดที่แม่นยำ สามารถตรวจสอบคุณภาพชิ้นงานความละเอียดสูงได้อีกด้วย
เครื่องมือวัดทางอุตสาหกรรม มีอยู่มากมายหลากหลาย สำหรับเครื่อง CMM (Coordinate Measuring Machine) เป็นเครื่องมือวัด 3 มิติที่ถูกใช้กันในอุตสาหกรรมการผลิตทุกประเภท โดยเฉพาะอุตสาหกรรมยานยนต์และชิ้นส่วน และอุตสาหกรรมแม่พิมพ์ ซึ่งมีคุณสมบัติสามารถวัดชิ้นงานรูปทรงต่าง ๆ ที่ซับซ้อนกัน และมีความหลากหลายทางมิติ สามารถวัดค่าและแสดงผลได้แบบสามมิติ (3D) พร้อมมีฟังก์ชั่นต่าง ๆ ที่ทันสมัย ใช้หัวสัมผัส Touch probe ที่มีความละเอียดแม่นยำสูง จึงทำให้เครื่อง CMM นี้เป็นที่นิยม

เครื่องมือวัด CMM คืออะไร มีกี่ประเภท
เครื่องวัด CMM เป็นเครื่องวัดพิกัดสำหรับวัดชิ้นงานรูปทรงต่าง ๆ ที่มีความซับซ้อน สามารถวัดงานได้หลายแกน ทั้ง X axis, Y axis และ Z axis แสดงผลค่าได้แบบ 3D มีทั้งระบบปรับค่าเอง (Manual) ระบบอัตโนมัติ และแบบเคลื่อนที่ ติดตั้งโปรแกรมเข้ากับคอมพิวเตอร์เพื่อแสดงผลค่าการวัด การคำนวณวิเคราะห์ข้อมูล โดยใช้ระบบสัมผัส Touch probe มีความละเอียดและแม่นยำสูง จึงทำให้เครื่อง CMM ได้ถูกนำมาใช้ในวงการอุตสาหกรรมการผลิตทุกประเภท
สำหรับ ข้อดี ของเครื่อง CMM – ช่วยประหยัดเวลาในการวัดและวิเคราะห์ข้อมูลได้แม่นยำถูกต้อง ลดความยุ่งยากในการวิเคราะห์
ข้อจำกัด เป็นเครื่องมือวัดที่มีราคาค่อนข้างสูง ขนาดเครื่องใหญ่ ต้องใช้พื้นที่ในการวางเครื่อง
นอกจากนี้ เครื่อง CMM ยังถูกจำแนกตามโครงสร้าง โดยแบ่งออกเป็น 5 ประเภท ดังนี้
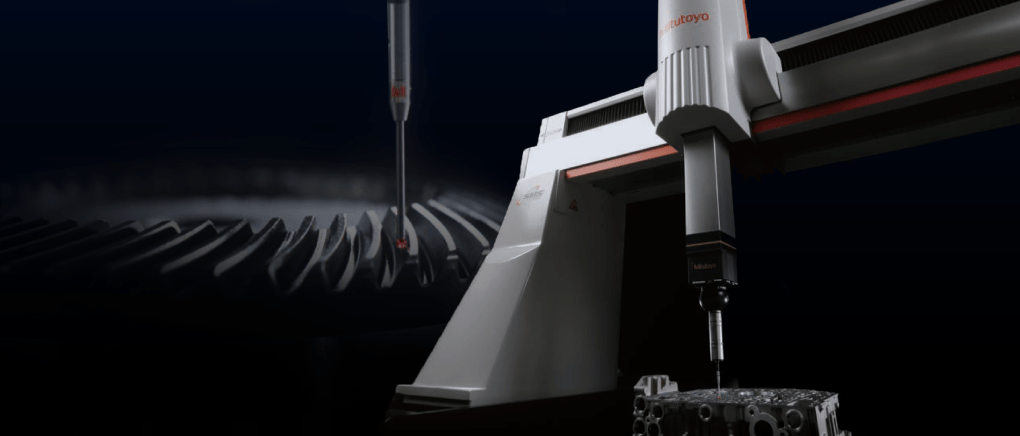
เครื่องมือวัด 3 มิติ ประเภท Bridge CMM
เครื่องวัดชิ้นงานละเอียด CMM ประเภทแรกที่เป็นเครื่องมือวัดที่นิยมมากในอุตสาหกรรม ลักษณะของตัวเครื่องจะเป็นรูปตัว U คว่ำ ด้วยลักษณะเครื่องรูปแบบนี้ทำให้มีความแข็งแรง ซึ่งมีด้วยกันอยู่ 2 แบบทั้งแบบติดตั้งอยู่กับที่และแบบเคลื่อนย้ายได้ โดยเครื่องวัดนี้จะวัดได้เฉพาะชิ้นส่วนขนาดเล็ก และขนาดกลาง ที่สามารถยกวางบนโต๊ะงานได้ เหมาะกับชิ้นงานที่ต้องการความแม่นยำสูง เช่น ในงาน Production ห้องทดสอบ

เครื่องมือวัด 3 มิติ ประเภท Cantilever CMM
เอกลักษณ์ของเครื่อง CMM ประเภท Cantilever คือให้ค่าความแม่นยำที่สูงมาก แต่ข้อจำกัดของเครื่องวัดนี้คือ ความสามารถในการเคลื่อนไหวได้น้อยกว่า และมีความยืดหยุ่นในการทำงานต่ำกว่าเครื่องวัดสามมิติประเภทอื่น ๆ เหมาะสำหรับวัดงานที่มีขนาดเล็ก ถึงเล็กมาก สามารถทำงานได้อย่างรวดเร็วหากเทียบกับเครื่องมือวัดประเภทอื่น

เครื่องมือวัด 3 มิติ ประเภท Horizontal Arm CMM
เครื่องมือวัดชนิดนี้มีความแม่นยำที่ลดลงจากเครื่องมือวัดสามมิติ ประเภทอื่นที่กล่าวมาข้างต้น แต่มีการทำงานที่หลากหลายมากขึ้น สำหรับจุดเด่นของเครื่อง CMM ประเภทนี้ คือ รองรับการวัดชิ้นส่วนขนาดใหญ่ เช่น ชิ้นส่วนรถยนต์ ชิ้นส่วนเครื่องจักรขนาดใหญ่

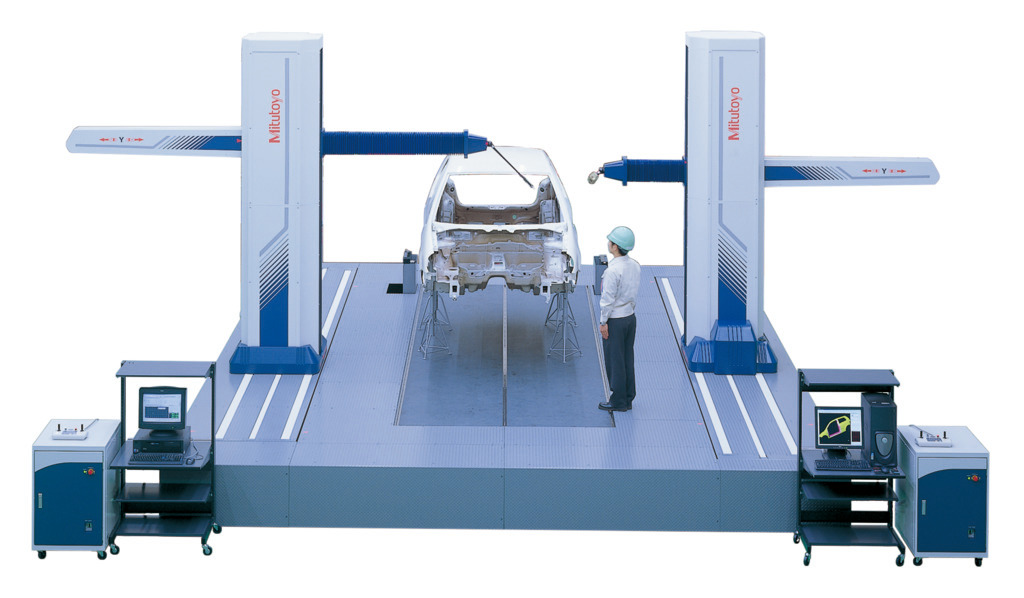
เครื่องมือวัด 3 มิติ ประเภท Gantry CMM
เครื่องมือวัดประเภทนี้ มักใช้ในการตรวจสอบความแม่นยำของส่วนประกอบ ชิ้นส่วน ที่มีขนาดใหญ่ น้ำหนักมาก ได้รับความนิยมอย่างมากในอุตสาหกรรมยานยนต์และชิ้นส่วนอากาศยาน
เครื่องมือวัด 3 มิติ ประเภท Column Type
โครงสร้างที่ได้รับความนิยมในอดีต มีการเรียกกันว่า เครื่องวัดอเนกประสงค์ (Universal Measuring Machine) แบบเสานี้ จะมีความแข็งแรงและความเที่ยงตรงสูงมากจึงมักใช้ในห้องทดสอบ (Gauge Room) มากกว่าวัดงานปกติ

จุดเด่นของ เครื่องมือวัด CMM
สำหรับหัวโพรบ (หัวตรวจสอบ) ของ CMM สามารถแบ่งออกได้ 2 ประเภทคือ CMM Contact Probes (สัมผัสชิ้นงาน) และ CMM Non-Contact Probes (ไม่สัมผัสชิ้นงาน)
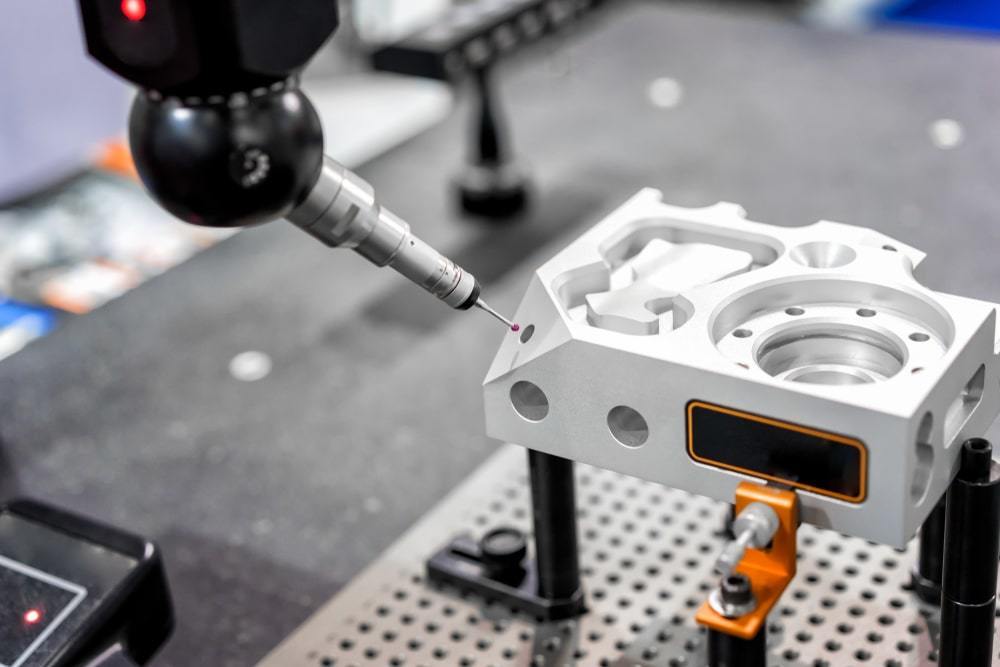
1. หัวโพรบแบบวัดสัมผัสชิ้นงาน (Touch-Trigger probes)
หัววัดทริกเกอร์แบบสัมผัส ซึ่งเป็นหัววัดที่ใช้ใน CMM ปัจจุบัน เป็นอุปกรณ์ที่ไวต่อการสัมผัสชิ้นงาน การสัมผัสกับชิ้นส่วนจะถูกระบุด้วยไฟ LED โดยหัววัดจะติดตั้งอยู่ที่ปลายแกนเคลื่อนที่ของ CMM อาจจะเป็นชุดหัวโพรบที่สามารถหมุนได้ด้วยตัวเอง คุณสมบัติเหล่านี้ที่ทำให้หัววัดทริกเกอร์เป็นหัววัดที่หลากหลายและยืดหยุ่น ช่วยขจัดค่าผิดพลาดในการวัดซ้ำ โดยแบ่งออกเป็น 3 ประเภท คือ Kinematic Resistive Strain-gauge และ Piezo
Bearing plate : แผ่นรับแรงแบก แผ่นโลหะหรือไม้ทำหน้าที่รับน้ำหนักให้กระจายลงสู่เสา จากนั้นจะเชื่อมต่อกับเซ็นเซอร์ความดันภายในตัวเรือนของหัววัด
2. หัวโพรบแบบสแกน (Displacement Measuring CMM probes)
เป็นหัววัด CMM พื้นฐานอีกประเภทหนึ่งที่ใช้สแกนชิ้นงานโดยไม่ต้องสัมผัส เมื่อหัววัด CMM เหล่านี้เคลื่อนผ่านพื้นผิวของชิ้นงานก็จะส่งข้อมูลไปยังระบบการวัดอย่างต่อเนื่อง สำหรับการวัดแม่นยำสูง ความเร็วสูงและมีแระสิทธิภาพสูง
3. หัวโพรบแบบวัดไม่สัมผัสชิ้นงาน (Proximity or Non-contact Probes)
เป็นเซ็นเซอร์ประเภทหนึ่งที่ถูกออกแบบมาเพื่อใช้ในงานตรวจจับวัตถุประเภท “โลหะ” ซึ่งสามารถตรวจจับวัตถุในระยะที่กำหนดโดยไม่มีการสัมผัสกับตัวของวัตถุ (Non-Contact Detection) มักมีการใช้งานอยู่สองประเภท คือ การใช้เลเซอร์ตรวจจับและการใช้กล้องเพื่อตรวจจับ เหมาะสำหรับการสำรวจพื้นผิวขนาดใหญ่ในเวลาสั้น ๆ แต่ความแม่นยำต่ำกว่าแบบสัมผัสอยู่เล็กน้อย
การเลือกเครื่องมือวัด 3 มิติ CMM ให้เหมาะกับงาน
การใช้เครื่องมือวัด CMM จำเป็นต้องเลือกให้เหมาะสม เพื่อการใช้งานที่ถูกต้องที่สุด ซึ่งการเลือกใช้โปรแกรมการทำงานที่ถูกต้อง จะช่วยให้เครื่องมือวัด 3 มิติ สามารถดำเนินการได้อัตโนมัติ โดยไม่จำเป็นต้องตั้งค่าใหม่หลายรอบ โดยบทความนี้จะพูดถึงปัจจัยที่ควรจะต้องรู้ ก่อนการเลือกใช้ CMM
“ต้องรู้ความต้องการว่าจะวัดอะไรและวัดที่ไหน”
อย่างที่กล่าวมาข้างต้น เครื่องวัด 3 มิติ CMM มีด้วยกันหลายประเภทตามการใช้งาน ดังนั้นหากเรารู้ว่าสิ่งที่เราต้องการนำเครื่องมือวัดมาใช้นั้นวัดกับอะไร วัดที่ไหน การใช้งานของเครื่องมือก็จะแม่นยำมากขึ้น นอกจากนี้ให้สังเกตรวมถึงความแม่นยำที่เครื่องชนิดต่าง ๆ รองรับ รวมถึงเงื่อนไขการรับประกันความถูกต้อง (Guaranteed accuracy temperature environment)
“ต้องรู้ความ“เลือกหัวตรวจสอบ (โพรบ) ให้เหมาะกับชิ้นงาน”
หัวตรวจสอบ (โพรบ) มีทั้งแบบสัมผัสชิ้นงาน (Contact) ที่เป็นหัวตรวจสอบที่มีแท่ง Stylus ยื่นออกมาเพื่อสัมผัสชิ้นงานและตรวจสอบ โดยการตรวจสอบแบบสัมผัสนี้จะช่วยให้เราได้ข้อมูลเพื่อตรวจสอบหลายครั้งจากการสัมผัสชิ้นงานโดยตรง ลดความผิดพลาดในการทำงานได้มากกว่า เหมาะสำหรับชิ้นงานที่มีขนาดไม่ใหญ่มาก และไม่สัมผัสชิ้นงาน (Non-Contact) มักมีการใช้งานอยู่สองประเภทคือ การใช้เลเซอร์ตรวจจับและการใช้กล้องเพื่อตรวจจับ เหมาะสำหรับการสำรวจพื้นผิวขนาดใหญ่ในเวลาอันสั้น ทว่าแลกมาด้วยความแม่นยำที่ต่ำกว่าแบบสัมผัสเล็กน้อย
“คำนึงถึงซอฟต์แวร์ที่ใช้ร่วมกับ CMM”“ต้องรู้ความ“เลือกหัวตรวจสอบ (โพรบ) ให้เหมาะกับชิ้นงาน”
เหตุผลที่เราต้องพิจารณาซอฟต์แวร์ก็คือโปรแกรม CMM มีความหลากหลายไม่เพียงพอ ทำให้การทำงานแตกต่างกันไปตามผู้ผลิต โดยการเลือก CMM ที่มีการรองรับการทำง่านร่วมกับโปรแกรมจะทำให้งานของคุณง่ายขึ้น สามารถตรวจสอบงานที่ครอบคลุม และส่งข้อมูลได้อย่างสะดวก
ข้อควรระวังในการใช้งานเครื่องมือวัด CMM
1. ควรเคลื่อนย้ายหัวตรวจสอบ (โพรบ) ไปยังตำแหน่งที่ปลอดภัยก่อนการวางชิ้นงาน เพื่อหลีกเลี่ยงชิ้นงานไม่ให้ไปกระแทกกับโพรบ
2. หากเครื่องทำงานอยู่ในโหมดสแตนบาย ผู้ปฏิบัติงานไม่ควรนั่งบน Worktable และต้องระวังไม่ให้อวัยวะในร่างกายเข้าไปอยู่บนโต๊ะในลักษณะของการกีดขวาง ขณะที่เครื่องกำลังทำงานอยู่
3. ในการวัดชิ้นงาน มีความจำเป็นที่ต้องให้อุณหภูมิชิ้นงานและอุณหภูมิห้องปฏิบัติการมีอุณหภูมิที่เท่ากันเพื่อให้การวัดมีความแม่นยำ หรืออาจตั้งค่าพารามิเตอร์การวัดให้ถูกต้องสำหรับความแตกต่างของอุณหภูมิ
4. หากใช้โพรบแบบสัมผัส จำเป็นจะต้องตรวจสอบให้แน่ใจว่าโพรบได้สัมผัสกับชิ้นงานด้วยความเร็วคงที่ในระหว่างการวัด
5. ควรเพิ่มชุดสำรองการจ่ายไฟเพื่อป้องกันกรนี้ไฟตก ที่อาจจะนำไปสู่การชำรุดเสียหายของเครื่องมือวัดได้
6. ช่วงการปรับเทียบสำหรับเครื่องมือวัดพิกัด (CMM) คือ 6 เดือน ถึง 2 ปี (ตามคำแนะนำของผู้ผลิต)
จะเห็นได้ว่า ข้อผิดพลาดจากการใช้เครื่องมือวัดที่ไม่เหมาะสม อาจะเป็นสาเหตุของการวัดที่ผิดพลาดในทางมาตรวิทยา ซึ่งเครื่อง CMM สามารถช่วยลดให้เกิดข้อผิดพลาดนั้นได้ หากผู้ใช้สามารถเลือกใช้งานให้ถูกวิธี อย่างไรก็ตาม เครื่องมือวัด CMM ในทางอุตสาหกรรมการผลิตยังมีการใช้งานอย่างต่อเนื่องมากกว่าเครื่องมือวัดพิกัดชนิดอื่น ๆ และ การวางแผนการวัดด้วย CMM เพื่อลดความผิดพลาดที่จะเกิดขึ้นและให้ความคุ้มทุนในการผลิตมากกว่า
สรุป
เครื่อง CMM นับเป็นเครื่องมือวัดที่จำเป็นในการตรวจสอบคุณภาพของการวัดให้มีประสิทธิภาพ และมีความแม่นยำสูง แต่ทั้งนี้ การใช้งานของเครื่อง CMM จะต้องคำนึงถึงความเหมาะสมในการใช้งาน ตั้งแต่ในขั้นตอนของการใช้งาน การติดตั้งและการเลือกใช้ซอฟต์แวร์ร่วมกับเครื่องให้เหมาะสม ซึ่งปัจจุบันการใช้งานเครื่องมือวัดมีการนำเอาเทคโนโลยีการจัดเก็บข้อมูลเข้ามาใช้ร่วมกัน จึงช่วยให้เกิดความแม่นยำและการใช้งานที่มีความหลากหลายมากขึ้น โดยเปลี่ยนจากการใช้แรงงานไปสู่การนำเทคโนโลยีมาปรับใช้ให้มากขึ้น เพื่อลดความผิดพลาดและเพิ่มประสิทธิภาพในกระบวนการตรวจสอบชิ้นงานการผลิต ซึ่งการนำเครื่องวัดและเทคโนโลยีการจัดเก็บข้อมูลเข้ามาใช้ร่วมกัน ช่วยให้เกิดความแม่นยำ ความคุ้มค่าและการใช้งานที่มีความหลากหลายมากขึ้น หลายธุรกิจสามารถนำไปปรับใช้ได้ เพื่อจุดมุ่งหมายในการเพิ่มประสิทธิภาพการวัดและการตรวจสอบคุณภาพในโรงงานอุตสาหกรรมได้อย่างมีประสิทธิภาพ